O OD redondo 5 1/2″ A tela de poço com fenda a laser com tubo de base de material N80 é um tubo de revestimento especializado projetado para controle de areia e desempenho ideal de poço na indústria de petróleo e gás. Esta tela de poço específica é construída com um tubo base feito de material N80, que é um tipo de liga resistente à corrosão conhecida por sua durabilidade e resistência em ambientes desafiadores de fundo de poço.
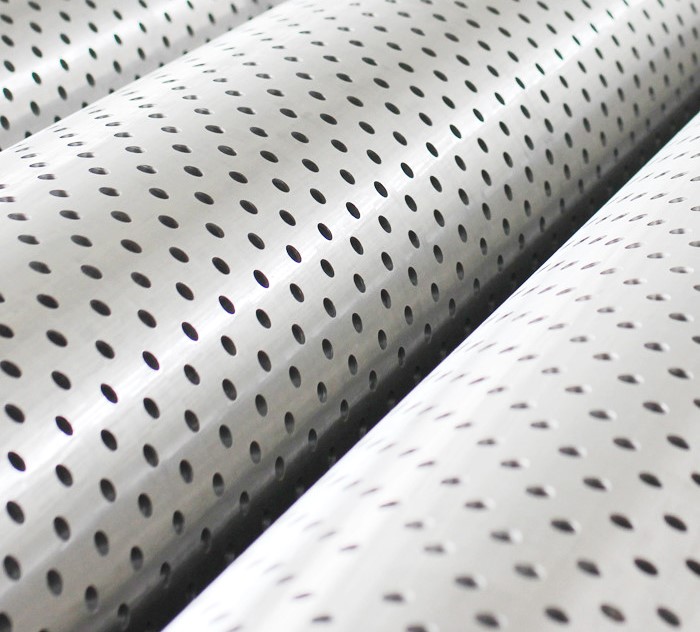
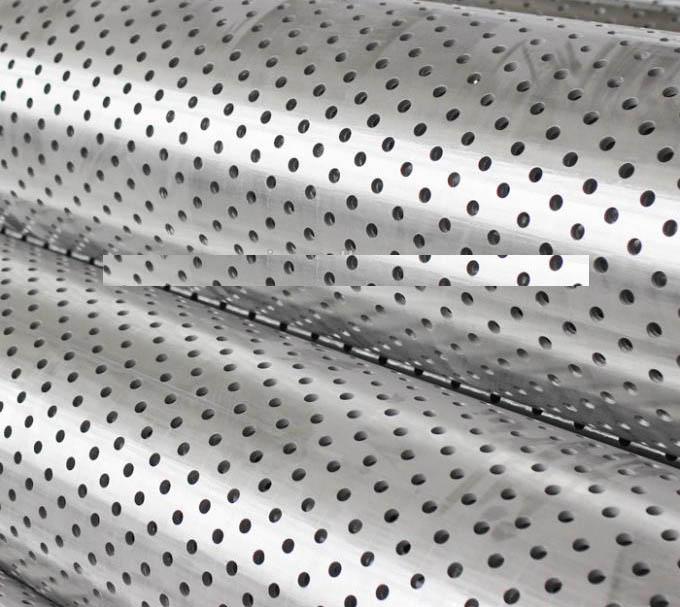
A tecnologia de ranhura a laser usada nesta peneira de poço garante ranhuras precisas e uniformes ao longo do comprimento do tubo. Essas ranhuras cortadas a laser são estrategicamente posicionadas para permitir o fluxo controlado de fluidos do reservatório, ao mesmo tempo que bloqueiam efetivamente a entrada de areia e outras partículas da formação. O uso da tecnologia laser garante dimensões precisas de ranhuras e bordas suaves, minimizando o risco de entupimento e melhorando a produtividade geral do poço.
O OD redondo 5 1/2″ O tamanho desta tela de poço o torna adequado para uma variedade de aplicações de poço. Ele pode ser usado em completações de furos abertos e de furos revestidos, proporcionando flexibilidade no projeto e instalação do poço. O 5 1/2″ diâmetro é um tamanho comum usado em muitas operações de poço e permite um fluxo de fluido eficiente, mantendo ao mesmo tempo a capacidade de controle de areia.
O tubo base de material N80 oferece excelente resistência à corrosão, tornando-o adequado para condições adversas de fundo de poço. Pode suportar os efeitos corrosivos de fluidos e gases encontrados em reservatórios de petróleo e gás, garantindo a longevidade e integridade da tela do poço. O material N80 também fornece a resistência e o suporte estrutural necessários para operações de poço.
O processo de instalação do OD redondo 5 1/2″ A tela de poço com fenda a laser com tubo de base de material N80 é semelhante a outros tubos de revestimento. Ele é colocado no poço e cimentado no local para fornecer estabilidade e isolamento. As ranhuras cortadas a laser são posicionadas com base nas características do reservatório e nos objetivos de produção, garantindo ótimo controle de areia e desempenho de entrada.
Resumindo, o OD redondo 5 1/2″ A tela de poço com fenda a laser com tubo de base de material N80 é um tubo de revestimento de alta qualidade projetado para controle de areia e otimização de desempenho de poço. Com seus slots precisos cortados a laser, Tubo de base de material N80, e tamanho versátil, esta tela de poço oferece recursos confiáveis de controle de areia, durabilidade, e flexibilidade em diversas aplicações de poços.
Performance do produto:
1. Nosso revestimento com fenda usa revestimento e tubos J55/K55/N80 de padrão API, com força total alta, não é tão fácil de deformar.
2. A borda do slot é vertical, suave, sem rebarbas, e o slot é uniformidade.
3. O tubo perfurado é adequado para poços arenosos, cujo diâmetro da areia é superior a 0,3 mm.
4. A ranhura pode ser longitudinal e transversal, a seção do slot pode ser do tipo paralelo e trapezoidal, com uma ampla área aberta.
| API padrão.Casing | ID
(mm) |
Comprimento
(mm) |
Slot Comprimento
(mm) |
Nº do slot/m | Largura da ranhura
(mm) |
Tolerância de Slot | Área de filtro válida
(cm2/m) |
Max.
Força (sabe) |
||
| especulação.
(mm) |
Espessura
(mm) |
por Peso (mm) |
||||||||
| 60.32 | 5 | 6.84 | 50.3 | 3 | 80 | 200 | 0.3 | ± 50 | 48 | 512.54 |
| 73.02 | 5.5 | 9.15 | 62 | 3 | 80 | 240 | 0.3 | ± 50 | 57.6 | 688.55 |
| 88.9 | 6.5 | 13.22 | 75.9 | 3 | 80 | 280 | 0.3 | ± 50 | 67.2 | 995.1 |
| 101.6 | 6.5 | 15.22 | 88.6 | 3 | 80 | 300 | 0.3 | ± 50 | 72 | 1151.2 |
| 114.3 | 7 | 18.47 | 100.3 | 10 | 80 | 320 | 0.3 | ± 50 | 76.8 | 1400.4 |
| 127 | 7.52 | 22.13 | 112 | 10 | 80 | 340 | 0.3 | ± 50 | 81.6 | 1673.8 |
| 139.7 | 7.72 | 25.11 | 124.3 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 1900.2 |
| 9.17 | 29.48 | 121.4 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 2232.4 | |
| 168.3 | 8.94 | 35.09 | 150.4 | 10 | 80 | 400 | 0.3 | ± 50 | 96 | 2672.95 |
| 177.8 | 8.05 | 33.68 | 161.7 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2559.2 |
| 9.19 | 38.19 | 159.4 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2940.7 | |
Atributos de liga superiores
A composição de grau N80 imbui retenção máxima de resistência mesmo nos ambientes HC mais severos:
- 9% o teor de níquel suporta temperaturas de até 400°F onde os aços carbono se degradam.
- A resistência ao escoamento mínima de 80.000 psi mantém a integridade do furo mais profunda/mais quente do que outras ligas.
- A precipitação uniforme de metal duro por meio de processamento termomecânico preciso maximiza a resistência ao desgaste de propantes/areias a longo prazo.
Essas defesas inerentes contra ameaças de fundo de poço protegem a produtividade ao longo de várias décadas como nenhum outro material.
O processo de corte a laser de um liner ranhurado envolve várias etapas importantes para garantir a qualidade e o desempenho do tubo.. Vamos explorar o procedimento em detalhes:
1. Tratamento da superfície:
Antes do início do processo de slotting, o tubo passa por tratamento de superfície para prepará-lo para corte a laser. Este tratamento envolve a limpeza da superfície do tubo para remover qualquer sujeira, destroços, ou contaminantes que podem afetar a qualidade dos slots. Além disso, quaisquer camadas de ferrugem ou óxido são removidas para garantir uma superfície limpa e lisa para o processo de corte a laser.
2. Resfriamento e eliminação de calor:
Durante o processo de encaixe, o laser gera calor ao cortar o material do tubo. Para evitar superaquecimento e possíveis danos ao tubo, mecanismos de resfriamento são empregados. Isto pode incluir o uso de refrigerantes ou jatos de água para dissipar o calor e manter uma temperatura controlada. A eliminação adequada do calor é crucial para manter a integridade estrutural do tubo e evitar distorções ou deformações.
3. Inspeção de qualidade:
Depois que o processo de ranhura for concluído, cada tubo passa por uma inspeção de qualidade completa. Esta inspeção garante que as ranhuras sejam cortadas nas dimensões especificadas e atendam aos padrões exigidos. Quaisquer tubos abaixo do padrão que não atendam aos critérios de qualidade são identificados e separados para descarte adequado ou reciclagem.
4. Marcação e Certificação:
Os tubos que passam pela inspeção de qualidade são marcados para indicar que atendem às especificações exigidas. Esta marcação pode incluir informações como as dimensões do slot, material de tubo, data de fabricação, e quaisquer outros detalhes relevantes. Além disso, um certificado de material é emitido para cada tubo, fornecendo documentação da qualidade do tubo e conformidade com os padrões da indústria.
5. Entrega de mercadorias:
Uma vez concluídos os processos de inspeção de qualidade e marcação, os tubos estão prontos para entrega no destino pretendido. Procedimentos adequados de embalagem e manuseio são seguidos para garantir que os tubos sejam protegidos durante o transporte e cheguem em ótimas condições.
Seguindo estas etapas, o corte a laser de liners com fenda pode ser realizado de forma eficiente e eficaz. O controle cuidadoso dos parâmetros de usinagem, tratamento da superfície, resfriamento, inspeção de qualidade, marcação, e a certificação garantem que os revestimentos ranhurados resultantes atendam aos padrões exigidos e forneçam recursos confiáveis de controle de areia em aplicações de poços.
Para concluir, o processo de corte a laser de revestimentos com fenda envolve tratamento de superfície, resfriamento, inspeção de qualidade, marcação, e certificação para garantir a mais alta qualidade e desempenho dos tubos. Estas etapas são cruciais para obter slots bem projetados que atendam às especificações exigidas e forneçam controle eficaz de areia em diversas aplicações de poços.