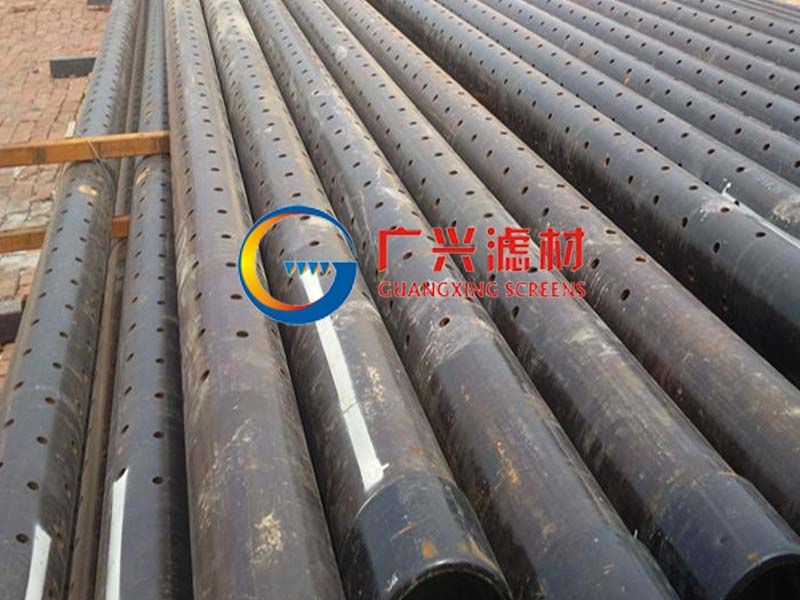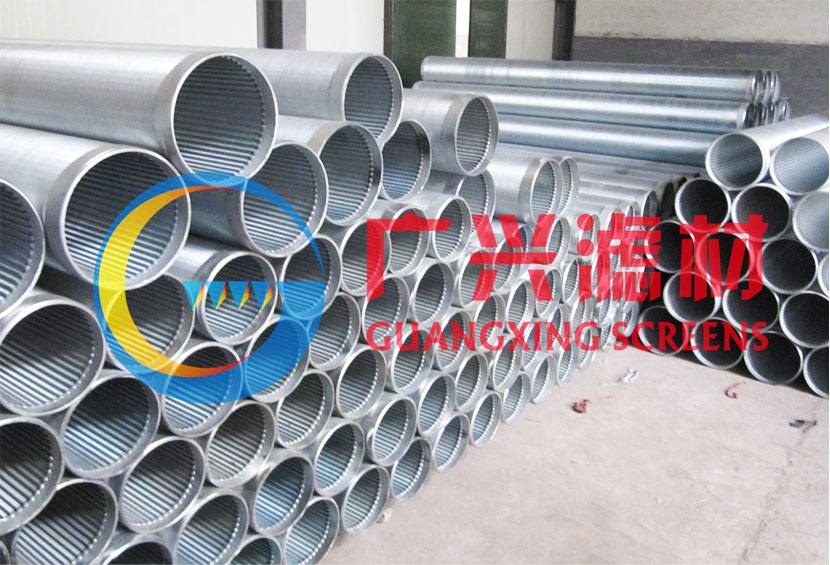
L'OD ronde 5 1/2″ Le tamis de puits à fentes laser avec tuyau de base en matériau N80 est un tuyau de tubage spécialisé conçu pour le contrôle du sable et les performances optimales des puits dans l'industrie pétrolière et gazière.. Ce filtre de puits particulier est construit avec un tuyau de base en matériau N80, qui est un type d'alliage résistant à la corrosion connu pour sa durabilité et sa résistance dans les environnements de fond difficiles.
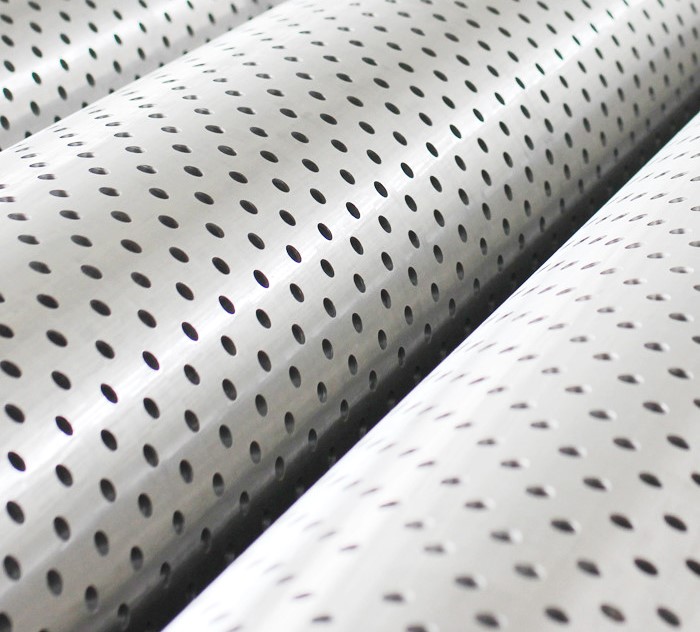
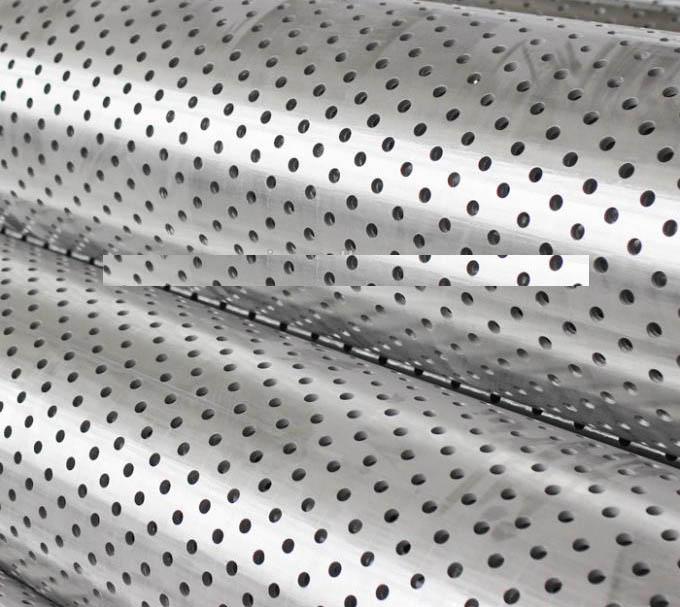
La technologie de fente laser utilisée dans ce tamis de puits garantit des fentes précises et uniformes sur toute la longueur du tuyau.. Ces fentes découpées au laser sont stratégiquement placées pour permettre un afflux contrôlé de fluides du réservoir tout en bloquant efficacement l'entrée du sable et d'autres particules de formation.. L'utilisation de la technologie laser garantit des dimensions de fente précises et des bords lisses, minimiser le risque de colmatage et améliorer la productivité globale du puits.
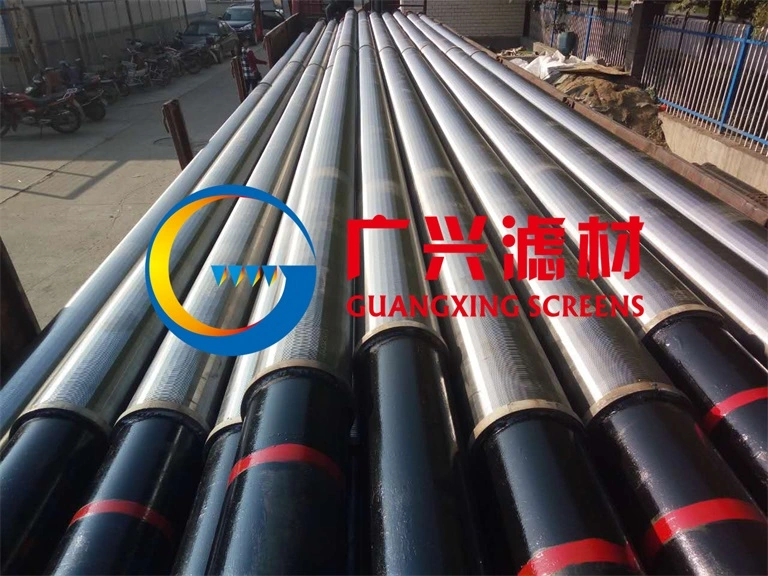
L'OD ronde 5 1/2″ la taille de ce tamis de puits le rend adapté à une gamme d'applications de puits. Il peut être utilisé dans les finitions à trous ouverts et à trous tubés., offrant une flexibilité dans la conception et l'installation des puits. Le 5 1/2″ le diamètre est une taille courante utilisée dans de nombreuses opérations de puits et permet un écoulement efficace du fluide tout en maintenant les capacités de contrôle du sable.
Le tube de base en matériau N80 offre une excellente résistance à la corrosion, ce qui le rend bien adapté aux conditions difficiles de fond de trou. Il peut résister aux effets corrosifs des fluides et des gaz rencontrés dans les réservoirs de pétrole et de gaz., assurer la longévité et l'intégrité du filtre de puits. Le matériau N80 fournit également la résistance et le support structurel nécessaires aux opérations de puits..
Le processus d'installation du rond OD 5 1/2″ Le tamis de puits à fente laser avec le tuyau de base en matériau N80 est similaire aux autres tuyaux de tubage. Il est inséré dans le puits de forage et cimenté pour assurer la stabilité et l'isolation.. Les fentes découpées au laser sont positionnées en fonction des caractéristiques du réservoir et des objectifs de production, garantissant un contrôle optimal du sable et des performances d'afflux optimales.
En résumé, le rond OD 5 1/2″ Le tamis de puits à fentes laser avec tuyau de base en matériau N80 est un tuyau de tubage de haute qualité conçu pour le contrôle du sable et l'optimisation des performances des puits.. Avec ses fentes précises découpées au laser, Tuyau de base en matériau N80, et taille polyvalente, ce tamis de puits offre des capacités fiables de contrôle du sable, durabilité, et flexibilité dans diverses applications de puits.
Performances du produit:
1. Notre revêtement à fente utilise un boîtier et des tubes J55/K55/N80 de norme API, avec haute résistance globale, pas si facile à déformer.
2. Le bord de la fente est vertical, lisse, sans bavures, et la fente est l'uniformité.
3. Le tuyau perforé convient aux puits de sable, dont le diamètre du sable est supérieur à 0,3 mm.
4. La fente peut être longitudinale et transversale, la section de la fente peut être de type parallèle et trapézoïdal, avec un grand espace ouvert.
| Boîtier standard API | ID
(mm) |
Longueur
(mm) |
Longueur de la rainure
(mm) |
N° de fente/m | Largeur de fente
(mm) |
Tolérance de fente | Zone de filtre valide
(cm2/m) |
max.
Force (je sais) |
||
| Spec.
(mm) |
Épaisseur
(mm) |
par poids (mm) |
||||||||
| 60.32 | 5 | 6.84 | 50.3 | 3 | 80 | 200 | 0.3 | ± 50 | 48 | 512.54 |
| 73.02 | 5.5 | 9.15 | 62 | 3 | 80 | 240 | 0.3 | ± 50 | 57.6 | 688.55 |
| 88.9 | 6.5 | 13.22 | 75.9 | 3 | 80 | 280 | 0.3 | ± 50 | 67.2 | 995.1 |
| 101.6 | 6.5 | 15.22 | 88.6 | 3 | 80 | 300 | 0.3 | ± 50 | 72 | 1151.2 |
| 114.3 | 7 | 18.47 | 100.3 | 10 | 80 | 320 | 0.3 | ± 50 | 76.8 | 1400.4 |
| 127 | 7.52 | 22.13 | 112 | 10 | 80 | 340 | 0.3 | ± 50 | 81.6 | 1673.8 |
| 139.7 | 7.72 | 25.11 | 124.3 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 1900.2 |
| 9.17 | 29.48 | 121.4 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 2232.4 | |
| 168.3 | 8.94 | 35.09 | 150.4 | 10 | 80 | 400 | 0.3 | ± 50 | 96 | 2672.95 |
| 177.8 | 8.05 | 33.68 | 161.7 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2559.2 |
| 9.19 | 38.19 | 159.4 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2940.7 | |
Attributs supérieurs de l'alliage
La composition de grade N80 confère une rétention de résistance maximale, même dans les environnements HC les plus difficiles:
- 9% la teneur en nickel résiste à des températures allant jusqu'à 400 °F, là où les aciers au carbone se dégradent.
- La limite d'élasticité minimale de 80 000 psi maintient l'intégrité de l'alésage plus profondément/plus chaudement que les autres alliages..
- La précipitation uniforme du carbure grâce à un traitement thermomécanique précis maximise la résistance à l'usure des agents de soutènement/sables à long terme.
Ces défenses inhérentes contre les menaces de fond de trou préservent la productivité sur plusieurs décennies comme aucun autre matériau..
Le processus de découpe au laser d'un revêtement fendu implique plusieurs étapes importantes pour garantir la qualité et les performances du tuyau.. Explorons la procédure en détail:
1. Traitement de surface:
Avant le début du processus de placement, le tuyau subit un traitement de surface pour le préparer à la découpe laser. Ce traitement consiste à nettoyer la surface du tuyau pour éliminer toute saleté, débris, ou des contaminants qui pourraient affecter la qualité des emplacements. aditionellement, toutes les couches de rouille ou d'oxyde sont éliminées pour garantir une surface propre et lisse pour le processus de découpe laser.
2. Refroidissement et élimination de la chaleur:
Pendant le processus de placement, le laser génère de la chaleur lorsqu'il coupe le matériau du tuyau. Pour éviter la surchauffe et les dommages potentiels au tuyau, des mécanismes de refroidissement sont utilisés. Cela peut inclure l'utilisation de liquides de refroidissement ou de jets d'eau pour dissiper la chaleur et maintenir une température contrôlée.. Une bonne élimination de la chaleur est cruciale pour maintenir l’intégrité structurelle du tuyau et éviter toute distorsion ou déformation..
3. Contrôle de la qualité:
Une fois le processus de placement terminé, chaque tuyau est soumis à un contrôle de qualité approfondi. Cette inspection garantit que les fentes sont découpées aux dimensions spécifiées et répondent aux normes requises. Tous les tuyaux de qualité inférieure qui ne répondent pas aux critères de qualité sont identifiés et séparés pour une élimination ou un recyclage approprié..
4. Marquage et certification:
Les tuyaux qui réussissent l'inspection de qualité sont marqués pour indiquer qu'ils répondent aux spécifications requises. Ce marquage peut inclure des informations telles que les dimensions de la fente, matériau du tuyau, date de fabrication, et tout autre détail pertinent. aditionellement, un certificat matériau est délivré pour chaque tuyau, fournir une documentation sur la qualité des tuyaux et leur conformité aux normes de l'industrie.
5. Livraison de marchandises:
Une fois les processus de contrôle qualité et de marquage terminés, les tuyaux sont prêts à être livrés à la destination prévue. Des procédures d'emballage et de manutention appropriées sont suivies pour garantir que les tuyaux sont protégés pendant le transport et arrivent dans un état optimal..
En suivant ces étapes, la découpe au laser des revêtements à fentes peut être effectuée de manière efficace et efficiente. Le contrôle minutieux des paramètres d’usinage, traitement de surface, refroidissement, contrôle de la qualité, marquage, et la certification garantit que les revêtements à fentes résultants répondent aux normes requises et offrent des capacités fiables de contrôle du sable dans les applications de puits..
En conclusion, le processus de découpe au laser des doublures à fentes implique un traitement de surface, refroidissement, contrôle de la qualité, marquage, et certification pour garantir la plus haute qualité et performance des tuyaux. Ces étapes sont cruciales pour obtenir des fentes bien conçues qui répondent aux spécifications requises et assurent un contrôle efficace du sable dans diverses applications de puits..