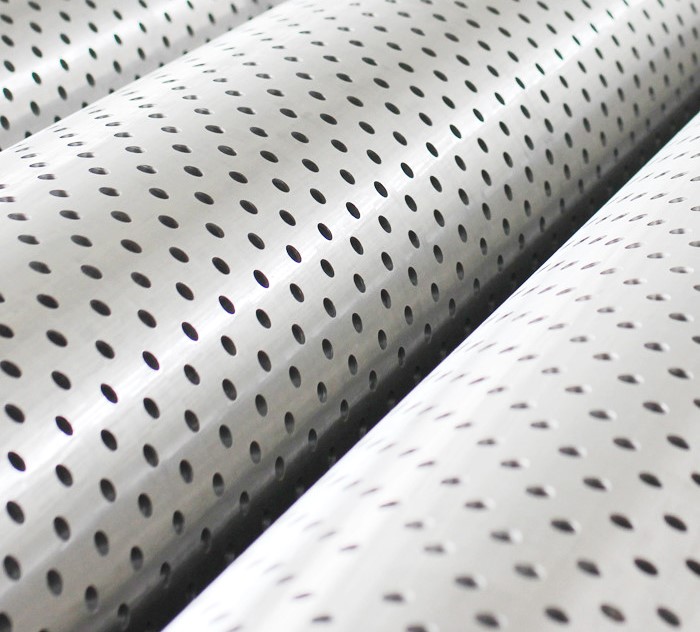
El OD redondo 5 1/2″ La pantalla de pozo ranurada por láser con tubería base de material N80 es una tubería de revestimiento especializada diseñada para el control de arena y un rendimiento óptimo de los pozos en la industria del petróleo y el gas.. Esta pantalla de pozo en particular está construida con un tubo base hecho de material N80., que es un tipo de aleación resistente a la corrosión conocida por su durabilidad y resistencia en entornos desafiantes en el fondo del pozo..
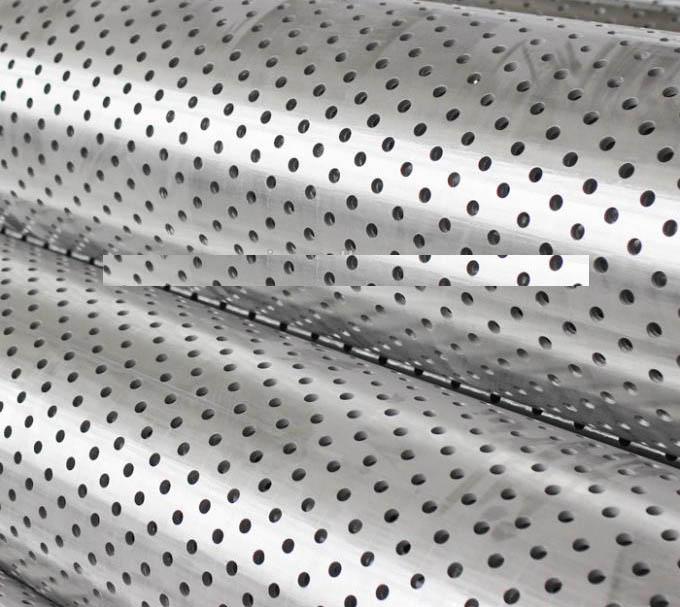
La tecnología de ranurado por láser utilizada en este filtro de pozo garantiza ranuras precisas y uniformes a lo largo de la tubería.. Estas ranuras cortadas con láser están ubicadas estratégicamente para permitir el flujo controlado de fluidos del yacimiento y al mismo tiempo bloquear eficazmente la entrada de arena y otras partículas de la formación.. El uso de tecnología láser garantiza dimensiones de ranura precisas y bordes lisos., Minimizar el riesgo de obstrucción y mejorar la productividad general del pozo..
El OD redondo 5 1/2″ El tamaño de esta pantalla de pozo la hace adecuada para una variedad de aplicaciones de pozos.. Se puede utilizar tanto en terminaciones en pozo abierto como en pozo entubado., proporcionando flexibilidad en el diseño y la instalación de pozos. El 5 1/2″ El diámetro es un tamaño común utilizado en muchas operaciones de pozos y permite un flujo de fluido eficiente mientras se mantienen las capacidades de control de arena..
El tubo base de material N80 ofrece una excelente resistencia a la corrosión., lo que lo hace muy adecuado para las duras condiciones de fondo de pozo. Puede resistir los efectos corrosivos de los fluidos y gases que se encuentran en los yacimientos de petróleo y gas., Garantizar la longevidad y la integridad de la rejilla del pozo.. El material N80 también proporciona la resistencia y el soporte estructural necesarios para las operaciones del pozo..
El proceso de instalación del OD redondo. 5 1/2″ El filtro de pozo ranurado por láser con tubo base de material N80 es similar a otros tubos de revestimiento. Se introduce en el pozo y se cementa en el lugar para proporcionar estabilidad y aislamiento.. Las ranuras cortadas con láser se colocan según las características del yacimiento y los objetivos de producción., asegurando un control óptimo de la arena y un rendimiento del flujo de entrada.
En resumen, la ronda OD 5 1/2″ El filtro de pozo ranurado por láser con tubo base de material N80 es un tubo de revestimiento de alta calidad diseñado para el control de arena y la optimización del rendimiento del pozo.. Con sus precisas ranuras cortadas con láser, Tubo base de material N80, y tamaño versátil, Esta pantalla de pozo ofrece capacidades confiables de control de arena., durabilidad, y flexibilidad en diversas aplicaciones de pozos.
Rendimiento del producto:
1. Nuestro revestimiento ranurado utiliza carcasa y tubos J55/K55/N80 de estándar API., con alta resistencia global, no es tan fácil de deformar.
2. El borde de la ranura es vertical., suave, sin rebabas, y la ranura es la uniformidad.
3. El tubo perforado es adecuado para pozos arenosos., cuyo diámetro de la arena es superior a 0,3 mm.
4. La ranura puede ser longitudinal y transversal., La sección de la ranura puede ser de tipo paralelo y trapezoidal., con una amplia zona abierta.
| Carcasa estándar API | ID
(mm) |
Longitud
(mm) |
Longitud de la ranura
(mm) |
Número de ranura/m | Ancho de la franja
(mm) |
Tolerancia de ranura | Área de filtro válida
(cm2/m) |
Max.
Fuerza (kn) |
||
| Especulación.
(mm) |
Espesor
(mm) |
por Peso (mm) |
||||||||
| 60.32 | 5 | 6.84 | 50.3 | 3 | 80 | 200 | 0.3 | ± 50 | 48 | 512.54 |
| 73.02 | 5.5 | 9.15 | 62 | 3 | 80 | 240 | 0.3 | ± 50 | 57.6 | 688.55 |
| 88.9 | 6.5 | 13.22 | 75.9 | 3 | 80 | 280 | 0.3 | ± 50 | 67.2 | 995.1 |
| 101.6 | 6.5 | 15.22 | 88.6 | 3 | 80 | 300 | 0.3 | ± 50 | 72 | 1151.2 |
| 114.3 | 7 | 18.47 | 100.3 | 10 | 80 | 320 | 0.3 | ± 50 | 76.8 | 1400.4 |
| 127 | 7.52 | 22.13 | 112 | 10 | 80 | 340 | 0.3 | ± 50 | 81.6 | 1673.8 |
| 139.7 | 7.72 | 25.11 | 124.3 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 1900.2 |
| 9.17 | 29.48 | 121.4 | 10 | 80 | 360 | 0.3 | ± 50 | 86.4 | 2232.4 | |
| 168.3 | 8.94 | 35.09 | 150.4 | 10 | 80 | 400 | 0.3 | ± 50 | 96 | 2672.95 |
| 177.8 | 8.05 | 33.68 | 161.7 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2559.2 |
| 9.19 | 38.19 | 159.4 | 10 | 80 | 440 | 0.3 | ± 50 | 105.6 | 2940.7 | |
Atributos de aleación superiores
La composición de grado N80 proporciona una máxima retención de resistencia incluso en los entornos de HC más hostiles.:
- 9% El contenido de níquel resiste temperaturas de hasta 400 °F donde los aceros al carbono se degradan..
- El límite elástico mínimo de 80 000 psi mantiene la integridad del orificio a mayor profundidad y temperatura que otras aleaciones..
- La precipitación uniforme de carburo a través de un procesamiento termomecánico preciso maximiza la resistencia al desgaste de los apuntaladores/arenas a largo plazo..
Estas defensas inherentes contra las amenazas del fondo del pozo salvaguardan la productividad durante varias décadas como ningún otro material..
El proceso de corte por láser de un revestimiento ranurado implica varios pasos importantes para garantizar la calidad y el rendimiento de la tubería.. Exploremos el procedimiento en detalle.:
1. Tratamiento de superficies:
Antes de que comience el proceso de asignación de plazas, La tubería se somete a un tratamiento superficial para prepararla para el corte por láser.. Este tratamiento consiste en limpiar la superficie de la tubería para eliminar la suciedad., escombros, o contaminantes que podrían afectar la calidad de las tragamonedas.. Adicionalmente, Se eliminan todas las capas de óxido u óxido para garantizar una superficie limpia y lisa para el proceso de corte por láser..
2. Enfriamiento y eliminación de calor:
Durante el proceso de colocación, El láser genera calor al cortar el material de la tubería.. Para evitar el sobrecalentamiento y posibles daños a la tubería., Se emplean mecanismos de enfriamiento.. Esto puede incluir el uso de refrigerantes o chorros de agua para disipar el calor y mantener una temperatura controlada.. La eliminación adecuada del calor es crucial para mantener la integridad estructural de la tubería y evitar distorsiones o deformaciones..
3. Inspeccion de calidad:
Una vez finalizado el proceso de asignación de plazas, Cada tubería se somete a una exhaustiva inspección de calidad.. Esta inspección garantiza que las ranuras se corten con las dimensiones especificadas y cumplan con los estándares requeridos.. Cualquier tubería de calidad inferior que no cumpla con los criterios de calidad se identifica y separa para su eliminación o reciclaje adecuados..
4. Marcado y Certificación:
Las tuberías que pasan la inspección de calidad están marcadas para indicar que cumplen con las especificaciones requeridas.. Esta marca puede incluir información como las dimensiones de la ranura., material de la tubería, fecha de fabricación, y cualquier otro detalle relevante. Adicionalmente, Se emite un certificado de material para cada tubería., Proporcionar documentación sobre la calidad de la tubería y el cumplimiento de los estándares de la industria..
5. Entrega de bienes:
Una vez finalizados los procesos de inspección de calidad y marcado., Las tuberías están listas para ser entregadas al destino previsto.. Se siguen procedimientos adecuados de embalaje y manipulación para garantizar que las tuberías estén protegidas durante el transporte y lleguen en óptimas condiciones..
Siguiendo estos pasos, El corte por láser de revestimientos ranurados se puede realizar de forma eficiente y eficaz.. El cuidadoso control de los parámetros de mecanizado., tratamiento de superficies, enfriamiento, inspeccion de calidad, calificación, y la certificación garantiza que los revestimientos ranurados resultantes cumplan con los estándares requeridos y proporcionen capacidades confiables de control de arena en aplicaciones de pozos..
En conclusión, El proceso de corte por láser de revestimientos ranurados implica un tratamiento de superficie., enfriamiento, inspeccion de calidad, calificación, y certificación para garantizar la más alta calidad y rendimiento de las tuberías. Estos pasos son cruciales para lograr ranuras bien diseñadas que cumplan con las especificaciones requeridas y proporcionen un control efectivo de la arena en diversas aplicaciones de pozos..